ФФаЉвђЫидьГЩПЩЧњФгЯ№НКНгЭЗЕФЪеЫѕ
аХЯЂРДдД: ЁЁЁЁЪБМф:2015-11-12 8:26:45ЁЁ БъЧЉЃКПЩЧњФгЯ№НКНгЭЗ ПЩЧњФгЯ№НКНгЭЗГЇМв ПЩЧњФгЯ№НКНгЭЗМлИё
ПЩЧњФгЯ№НКНгЭЗБУЗЇгыЙмЕРЩшБИжЎМфЕФШэадНгЭЗЃЌгаКмКУЕФМѕе№МѕдыЃЌВЙГЅзїгУЃЌЩњВњЙЄвеОЋеПЁЃЕЋдкЩњВњЙ§ГЬжавВЛсГіЯжКмЖрЮЪЬтЃЌНёЬьОЭИјДѓМвНщЩмвЛЯТПЩЧњФгЯ№НКНгЭЗЕФЪеЫѕЮЪЬтЃЌдьГЩЪеЫѕЮЪЬтгаФФМИИіЗНУцЁЃ
дьГЩПЩЧњФгЯ№НКНгЭЗЪеЫѕЮЪЬтжївЊБэЯждквдЯТМИЕуЃК
ЁЁЁЁвЛЁЂзЂЫмФЃОпЃЛЖрННПкФЃОпвЊЕїећИїННПкЕФГфФЃЫйЖШЃЌзюКУЖдГЦПЊЩшННПкЁЃФЃОпЕФЙиМќВПЮЛгІгааЇЕиЩшжУРфШДЫЎЕРЃЌБЃжЄФЃОпЕФРфШДЖдЯћГ§ЛђМѕЩйЪеЫѕЦ№зХКмКУЕФаЇЙћЁЃећИіФЃОпгІВЛДјУЋДЬЧвОпгаКЯФЃУмЗтадЃЌФмГаЪмИпбЙЁЂИпЫйЁЂЕЭ№ЄЖШШлСЯЕФГфФЃЁЃ
ЁЁЁЁЖўЁЂзЂЫмЩшБИЃЛЙЉСЯВЛзуЃЌзЂЫмЛњТнИЫЛђжљШћФЅЫ№бЯжиЃЌзЂЩфМАБЃбЙЪБШлСЯЗЂЩњТЉСїЃЌНЕЕЭСЫГфФЃбЙСІКЭСЯСПЃЌдьГЩШлСЯВЛзуЁЃХчзьПзЬЋДѓЛђЬЋаЁЁЃЬЋаЁдђШнвзЖТШћНјСЯЭЈЕРЃЌЬЋДѓдђНЋЪЙЩфСІаЁЃЌГфФЃЗЂЩњРЇФбЁЃ
ЁЁЁЁШ§ЁЂЩњВњЙЄвеЃЛдіМгзЂЩфбЙСІЃЌБЃбЙбЙСІЃЌбгГЄзЂЩфЪБМфЁЃЖдгкСїЖЏадДѓЕФЫмСЯЃЌИпбЙЛсВњЩњЗЩБпв§Ц№ЫњПггІЪЪЕБНЕЕЭСЯЮТЃЌНЕЕЭЛњЭВЧАЖЮКЭХчзьЮТЖШЃЌЪЙНјШыаЭЧЛЕФШлСЯШнЛ§БфЛЏМѕЩйЃЌШнвзРфЙЬ;ЖдгкИп№ЄЖШЫмСЯЃЌгІЬсИпЛњЭВЮТЖШЃЌЪЙГфФЃШнвзЁЃЪеЫѕЗЂЩњдкННПкЧјгђЪБгІбгГЄБЃбЙЪБМфЁЃЬсИпзЂЩфЫйЖШПЩвдНЯЗНБуЕиЪЙжЦМўГфТњВЂЯћГ§ДѓВПЗжЕФЪеЫѕЁЃБЁБкжЦМўгІЬсИпФЃОпЮТЖШЃЌБЃжЄСЯСїЫГГЉ;КёБкжЦМўгІМѕЕЭФЃЮТвдМгЫйБэЦЄЕФЙЬЛЏЖЈаЭЁЃбгГЄжЦМўдкФЃФкРфШДЭЃСєЪБМфЃЌБЃГжОљдШЕФЩњВњжмЦкЃЌдіМгБГбЙЃЌТнИЫЧАЖЮБЃСєвЛЖЈЕФЛКГхЕцЕШОљгаРћгкМѕЩйЪеЫѕЯжЯѓЁЃЕЭОЋЖШжЦЦЗгІМАдчГіФЃШУЦфдкПеЦјжаЛђШШЫЎжаЛКТ§РфШДЃЌПЩвдЪЙЪеЫѕАМЯнЦНЛКгжВЛгАЯьЪЙгУЁЃ
ЁЁЁЁЫФЁЂдСЯЮЪЬтЃКдСЯЬЋШэвзЗЂЩњАМЯнЃЌгааЇЕФЗНЗЈЪЧдкЯ№НКНгЭЗзЂЫмЙ§ГЬжаМгШыГЩКЫМСвдМгПьНсОЇЁЃ
Я№НКНгЭЗ ФгадЯ№НКНгЭЗЁ
Я№НКНгЭЗЁЂПЈЙПЯ№НКНгЭЗЁЂДѓЗБпЯ№НКНгЭЗаТдОЯ№НКНгЭЗГЇМвЃЌзЈвЕЩњВњЃЌСПДѓДггХЃЁ
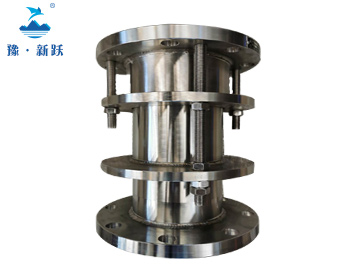
ВЛатИжЫЋЗЈРМЯоЮЛЩьЫѕЁ
ВЛатИжЫЋЗЈРМЩьЫѕНгЭЗЪЧгЩБОЬхЁЂУмЗтШІЁЂбЙИЧЁЂЩьЫѕЖЬЙмЕШжївЊВПМўзщГЩЁЃдкЫЩЬзЩьЫѕНгЭЗдгаадФмЕФЛљДЁЩЯдіЩшЯоЮЛзАжУЃЌдкзюДѓЩьЫѕСПДІгУЫЋТнФИЫјЖЈЁЃЙмЕРдкдЪаэЕФЩьЫѕСПжаПЩвдздгЩЩьЫѕЃЌвЛЕЉГЌЁ
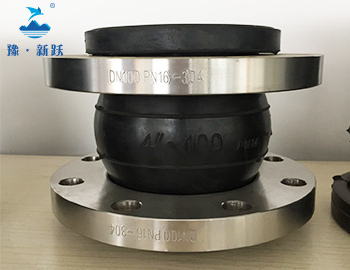
ПЩЧњФгЯ№НКНгЭЗ
ПЩЧњФгЯ№НКНгЭЗМђНщПЩЧњФгЯ№НКНгЭЗгжНазіЯ№НКЙмШэНгЭЗЁЂШсадЯ№НКНгЭЗЁЂЯ№НКШэНгЭЗЁЂЯ№НКНгЭЗЁЂИпбЙЯ№НКНгЭЗЁЂЯ№НКМѕе№ЦїЁЂВЙГЅЦїЕШЁЃАДСЌНгЗНЪНЗжЫЩЬзЗЈРМЪНЁЂЙЬЖЈЗЈРМЪНКЭТнЮЦЪН3жжЃЛАДНсЙЙПЩЗжЁ

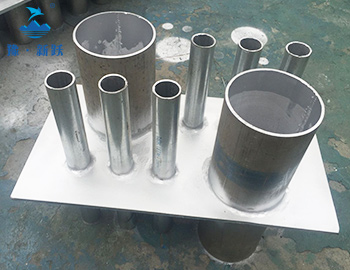
ШЫЗРДЉЯпУмБеЬзЙм
ДЉЯпУмБеЬзЙмЫЕУїЃК1ЁЂЕБгЫЎУцЮЊИЏЪДадНщжЪЪБЃЌПЩВЩгУЗтЖТВФСЯНЋЗьЯЖЗтЖТ;2.ЬзЙмДЉЧНДІШчгіЗЧЛьФ§ЭСЧНБкЪБЃЌгІОжВПИФгУЛьФ§ЭСЧНБкЃЌЦфННзЂЗЖЮЇгІБШвэЛЗжБОЖЃЈDS)Дѓ200ЃЌВЂЧвБиаыНЋЬзЙмвЛДЮННЙЬЁ



 ЮЂаХ
ЮЂаХ